400-6600-434
tech@acctech.cn
创新 为了更好
Innovate for better

工业级三维扫描仪如何选择
随着技术的不断更新迭代,市场上有众多不同类别、不同品牌、不同价位的产品,用户对于如何选择适合自己的三维扫描仪存在一些疑惑。
一、工业级三维扫描仪选择维度
一般建议用户,在选购工业级三维扫描仪产品的时候,围绕以下维度去综合评估:
01.硬件指标
○ 扫描精度以及精度稳定性(精度和重复精度)
○ 扫描精细度(细节)
○ 扫描速度
○ 使用体验(便携性、易用性)
Tips:这里,容易忽视的一点:重复精度,又称精密度(即多次测量同一样件,数据测量结果的一致性/稳定性),这需要厂商拥有多年的行业积淀、过硬的技术实力以及严谨的质量管理体系。
02.用户指标
○ 数据质量要求,实际扫描的精度、精细度要求
○ 使用场景需求,扫描对象大小、材质以及扫描时间
○ 预算
03.厂商指标
○ 用户口碑
○ 品牌与服务
○ 软件升级
在用户具体选择工业三维扫描仪时,主要是参照用户指标,接下来我们将围绕这个方面展开,详细介绍如何选择拍照式或手持式三维扫描仪。
二、两种工业级三维扫描仪的特点
工业级的三维扫描仪,拍照式和手持式这两种是主流类别。
首先,我们要明确一点,这两种技术的差别在于技术原理和适用场景的不同,两者之间并不存在孰好孰坏,就如同手术刀和菜刀一样,都是刀,但是适用的场景不同。
01.拍照式:精度与精细度具有优势
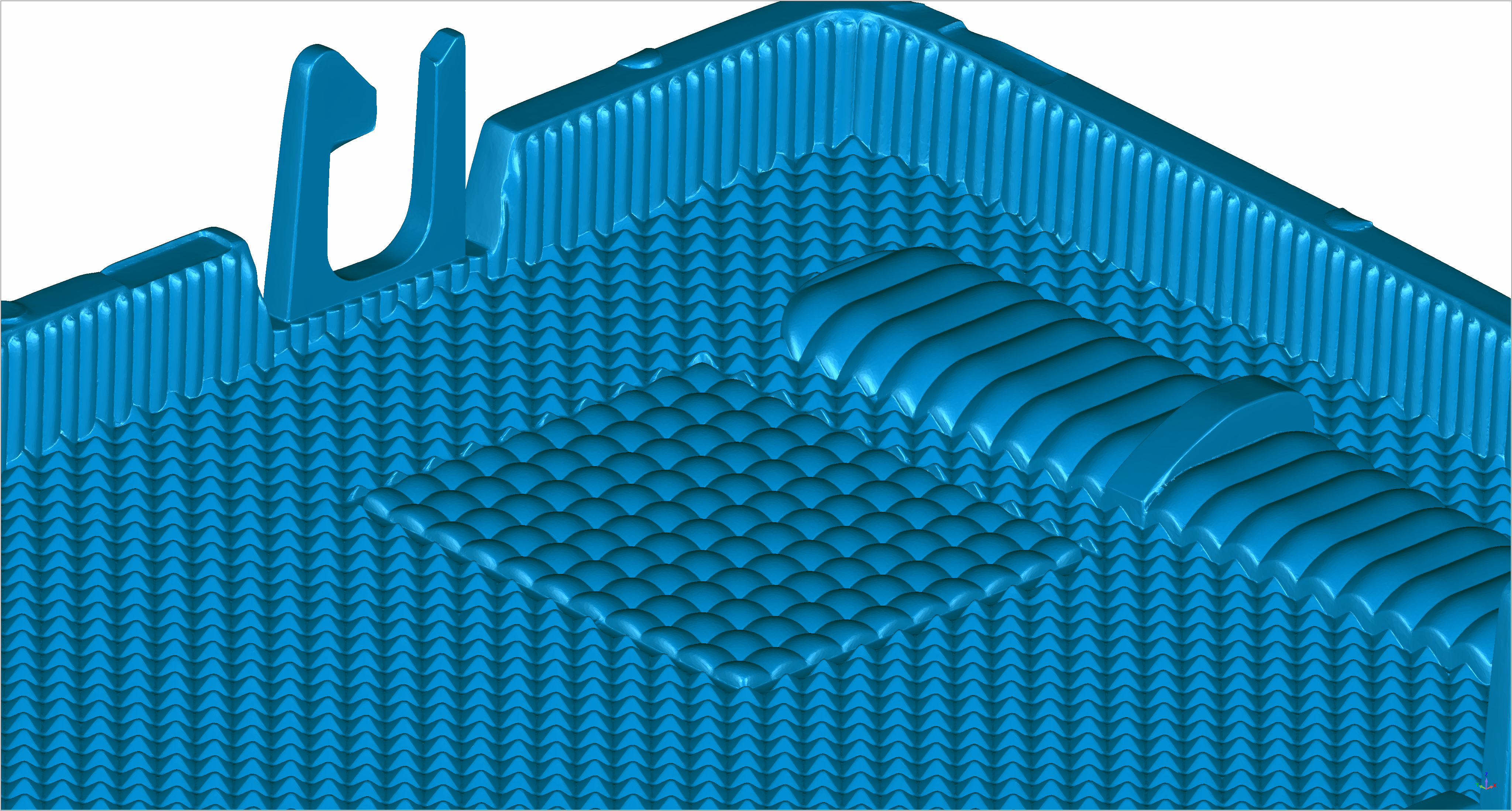
拍照式和手持式三维扫描仪的点云生成原理不同,前者单幅点云即可输出,后者为多帧数据拼接融合生成点云,使得在相同的成像条件下,拍照式三维扫描仪在精度和细节具有良好表现:
○ 计量级精度,天远OKIO系列精度水平最高可达0.005mm,重复精度稳定;
○ 细节的还原度很好。

- OKIO系列三维扫描仪扫描细节展示 -
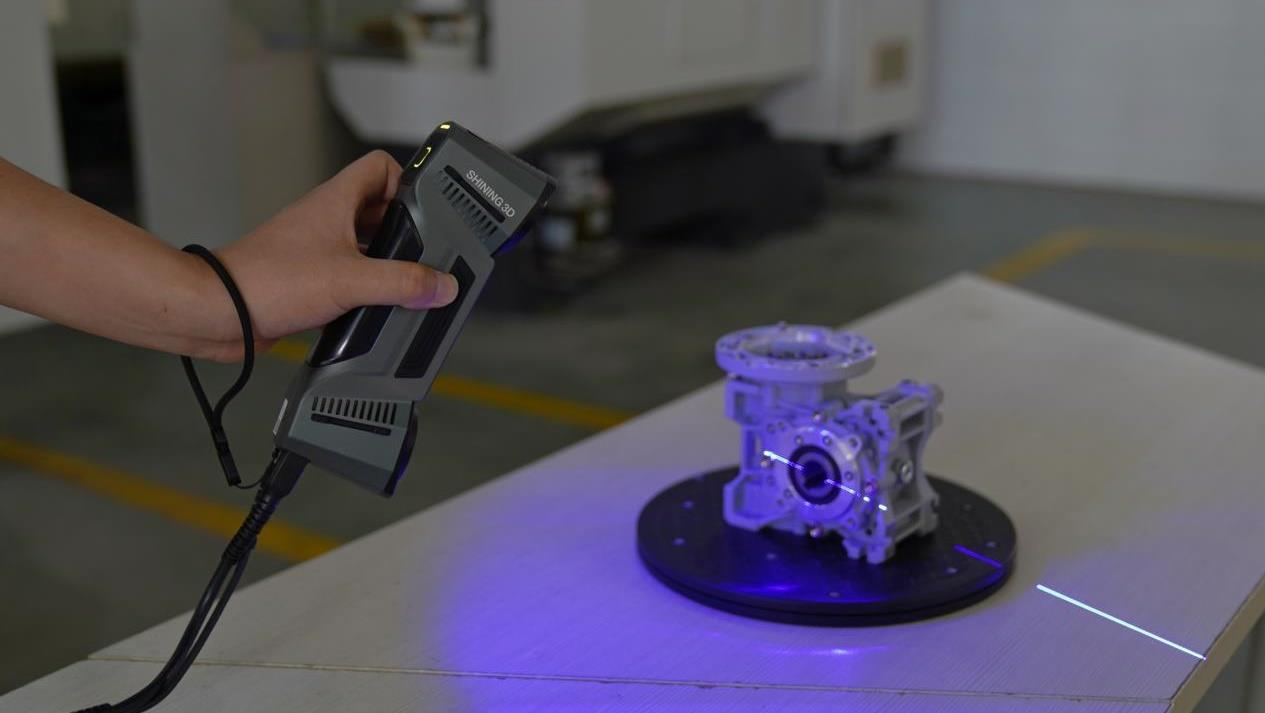
02.手持式:便携性和材质适应性具有优势
由于激光光源的特性,使得手持式三维扫描仪在便携性和材质适应性方面具有优势:
○ 扫描灵活、便捷、快速(天远FreeScan UE仅750g,轻巧易用),完整扫描一辆轿车,10分钟即可完成;
○ 适应材质广泛,针对一些黑色、反光样件,无需喷粉,直接扫描;
○ 高精密度(天远FreeScan UE 精度高达0.02mm,重复精度稳定)。
三、两种工业级三维扫描仪选择要点
在实际挑选的时候,最需要关注的还是对于数据质量的要求和使用场景。
01.精度和细节高要求,推荐拍照式
小型精密零部件,对于精度和细节要求高
高水平生产线,精度要求在0.005-0.015mm


02.便携性、材质适应性高要求,推荐手持式
扫描样件无法拆卸、移动
扫描样件黑色、高反光,且不适喷粉

03.一般选型参考
一般情况下,我们的选型原则是:
○ 对精度和精细度有明确高要求,选用拍照式三维扫描仪(针对黑色和高反光零件的精密测量,可以在零件表面喷粉后,进行扫描);
○ 对于使用便携性和材质适应性有明确要求,选用手持式三维扫描仪;
○ 除却这两个明确的要求,那么我们推荐的选型范围如下:

04.选型认知误区
一直以来,大家对于拍照式和手持式三维扫描仪的认知有一个误区,即大家误认为拍照式三维扫描仪扫描不够灵活、较慢,其实不然。
在一些扫描场景中,比如产品方便移动的,或者是结构轮廓复杂的,甚至要求CPK批量检测的,拍照式三维扫描仪具有迅速、高效、高精度、高重复性的优势。

比如扫描一个直径8厘米左右的管道泵铝叶轮,配合自动转台,一分钟以内即可获得三维数据;

再比如配合协作机器人或多机联动,批量化检测、自动输出报告,更是具有惊人的效率
四、两种工业级三维扫描仪应用案例
01.拍照式三维扫描仪
示例一:扫描光猫下壳

示例二:扫描手机组成部件

示例三:最薄处仅0.16mm的薄壁件


示例四:直径6mm精密零件


示例五:塑胶模具,精度要求0.03mm以内


02.手持式三维扫描仪
示例一:扫描飞机发动机管路


示例二:扫描机械铸造零部件


示例三:扫描高反光模具


小 结
通过此番讲解,相信大家对于“如何进行拍照式和手持式三维扫描仪的选择”有一个基本的认知:
○ 对于中小尺寸的精密零部件,选用拍照式三维扫描仪;
○ 对于中大型零件,且同一设备需在多场景内使用,选用手持式三维扫描仪;
○ 同时,越来越多对于尺寸检测具有高要求的用户,均会配备拍照式和手持式三维扫描仪,以满足设计和生产环节中不同的三维检测要求,提升效率,并增强产品品质。